ווי צו מאַכן אַנילאָקס וואַל פֿאַרפלעקסאָגראַפיק דרוק מאַשין
רובֿ דרוקן ביידע פעלד, שורה, און קעסיידערדיק בילד. אין סדר צו טרעפן די באדערפענישן פון פאַרשידן דרוקן פּראָדוקטן, יוזערז מוזן נישט נעמען פלעקסאָ דרוק מאַשין מיט אַ ביסל דרוק וניץ מיט אַ ביסל וואַל פיר. נעמען די ענג קייט אַפּאַראַט פלעקסאָ דרוקן מאַשין ווי אַ בייַשפּיל, דערווייַל, די הקדמה פון 6 + 1, וואָס איז 6 קאָליר גרופּעס פֿאַר מאַלטי-קאָליר דרוקן, די לעצטע אַפּאַראַט קענען זיין געדרוקט און ווו גלייזינג.
מיר פֿאָרשלאָגן אַז פֿאַר דרוקן ניט מער ווי 150 שורות, דעם 6+1 פלעקסאָ דרוק מאַשין זאָל זיין יקוויפּט מיט 9 פּקס פון אַנילאָקס ראָולערז. פיר פּקס פון 700-שורה אַנילאָקס ראָולערז מיט אַ גרעב פון 2.3 בקם (1 ביליאָן קוביק מייקראַן / אינטש) און 60 ° זענען געניצט פֿאַר שיכטע דרוקן. 3 פּקס פון 360 ~ 400 שורות, BCM6.0, 60 ° וואַל פֿאַר פעלד דרוקן; 2 פּקס פון 200 שורות, BCM15 אָדער אַזוי, 60 ° וואַל פֿאַר דרוקן גאָלד און גלייזינג. אויב איר נוצן וואַסער-באזירט ליכט בוימל, איר זאָל קלייַבן די 360 שורה וואַל, אַזוי אַז די בוימל שיכטע איז אַ ביסל טינער, וועט נישט ווירקן די דרוק גיכקייַט ווייַל פון די טרוקן ליכט בוימל. וואַסער-באזירט גלאָס האט נישט די ספּעציעל שמעקן פון ווו גלאָס. די מיטל פון אַנילאָקס וואַל קענען זיין באשלאסן דורך פּרובירן און פאַרגלייַך בעשאַס דרוקן. די גרעב פון טינט שיכטע באמערקט דורך דער אָפּעראַטאָר אין די פּראָבע פּראָצעס דער הויפּט דעפּענדס אויף די שורה נומער און BCM ווערט פון אַנילאָקס וואַל.
אַנילאָקס וואַל אין די נוצן פּראָצעס זאָל באַצאָלן ופמערקזאַמקייַט צו וואָס פּראָבלעמס
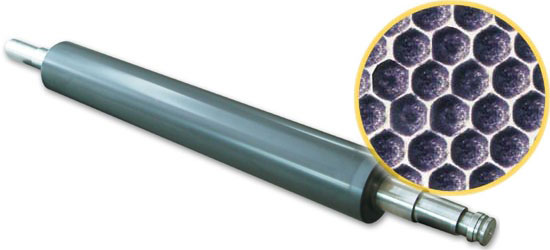
דאָ מיר זאָגן וואַל איז לאַזער ינגרייווינג סעראַמיק וואַל, עס איז געניצט אין ייווייישאַן, עראָוספּייס, הויך טעמפּעראַטור קעגנשטעל, טראָגן קעגנשטעל קאָוטינג מאַטעריאַלס, לויט צו אַ זיכער געדיכטקייַט, טיפקייַט און אַ זיכער ווינקל, פאָרעם, מיט לאַזער ינגרייווינג. דעם וואַל איז קעראַקטערייזד דורך הויך פּרייַז, טראָגן קעגנשטעל, אויב געוויינט רעכט, זייַן לעבן קענען זיין אַרויף צו עטלעכע יאָרן; אויב געניצט ימפּראַפּערלי, ניט בלויז די לעבן וועט זיין פאַרקירצט, אָבער אויך די וואַל ברעקל.
אין דעם פּראָצעס פון נוצן, די שטעלע פון אַ וואַל אויף די דרוק דרוק דעפּענדס אויף די ספּעציפיש דרוקן, פאַרשידענע דרוקן, וואַל שטעלע איז אויך אַנדערש, אַזוי דרוק אָפט האָבן צו פאַרבייַטן די דראָט וואַל. דערווייַל, די שמאָל ברייט מאַשין איז דער הויפּט געניצט פֿאַר האַרט שטאָל וואַל, זייער שווער, ווען ינסטאָלינג די וואַל צו ויסמיידן די ייבערפלאַך דעקן פון די וואַל אין אנדערע מעטאַל זאכן. ווייַל די סעראַמיק קאָוטינג איז זייער דין, עס איז גרינג צו פאַרשאַפן שטענדיק שעדיקן אויף פּראַל. אין דעם פּראָצעס פון דרוקן און רייניקונג מאַשין, טינט זאָל זיין אַוווידאַד אויף די וואַל טרוקן, צו נוצן ספּעציעל וואַשפּולווער רעקאַמענדיד דורך וואַסער-באזירט טינט מאַניאַפאַקטשערערז, ניצן שטאָל באַרשט צו וואַשן, צו ענשור ריין און גרונטיק רייניקונג. און אַנטוויקלען די מידע פון אָפט ניצן הויך magnifying גלאז צו אָבסערווירן די וואַל ייגל לאָך, אַמאָל געפונען אַז טינט דעפּאַזישאַן צו די דנאָ פון די ייגל לאָך און אַ גראַדזשואַל פאַרגרעסערן אין דער גאַנג, זאָל זיין קלינד אין צייַט. אויב די אויבן אופֿן טוט נישט אַרבעטן, אַלטראַסאַניק אָדער סאַנדבלאַסטינג קענען זיין געניצט פֿאַר באַהאַנדלונג, אָבער מוזן זיין דורכגעקאָכט אונטער די גיידאַנס פון וואַל מאַניאַפאַקטשערערז.
אונטער נאָרמאַל נוצן און וישאַלט טנאָים, עס איז ניט דאַרפֿן צו זאָרג וועגן וואַל טראָגן, די הויפּט טראָגן טיילן פון די טינט אַריבערפירן סיסטעם איז די סקרייפּער, אין קאַנטראַסט, וואַל סעראַמיק קאָוטינג טראָגן קענען זיין מינימאַל. נאָך קליין טראָגן וואַל, די טינט שיכטע וועט זיין טינער.
וואָס איז די שייכות צווישן די נומער פון דרוקן נעץ שורות און די נומער פון נעץ שורות פון די וואַל
אין פילע אַרטיקלען וואָס ינטראָודוסינג פלעקסאָגראַפיק דרוק טעכנאָלאָגיע, די פאַרהעלטעניש פון די נומער פון דרוקן נעץ שורות צו די נומער פון וואַל נעץ שורות איז באַשטימט ווי 1∶3.5 אָדער 1∶4. באַזירט אויף פּראַקטיש דערפאַרונג און אַנאַליסיס פון די פּראָדוקטן אַוואָרדיד דורך די אמעריקאנער פלעקסאָגראַפיק טעכנאָלאָגיע אַססאָסיאַטיאָן (פטאַ) אין די לעצטע יאָרן, דער מחבר גלויבט אַז די ווערט זאָל זיין העכער, וועגן 1: 4.5 אָדער 1: 5, און פֿאַר עטלעכע פייַן דרוקן פּראָדוקטן, די פאַרהעלטעניש קען זיין אפילו העכער. די סיבה איז אַז די מערסט שווער פּראָבלעם צו סאָלווע ווען ניצן פלעקסאָגראַפיק דרוקן שיכטע איז פּונקט יקספּאַנשאַן. די וואַל מיט אַ העכער נומער פון נעץ שורות איז אויסגעקליבן, און די טינט שיכטע איז טינער. די דיפאָרמיישאַן פון די פּונקט יקספּאַנשאַן איז גרינגער צו קאָנטראָלירן. ווען דרוקן, אויב די טינט איז נישט דיק גענוג, איר קענען קלייַבן אַ וואַסער-באזירט טינט מיט אַ העכער קאָליר קאַנסאַנטריישאַן צו ענשור די קוואַליטעט פון דרוקן פּראָדוקטן.
פּאָסטן צייט: יוני 15-2022